|
Productdetails:
|
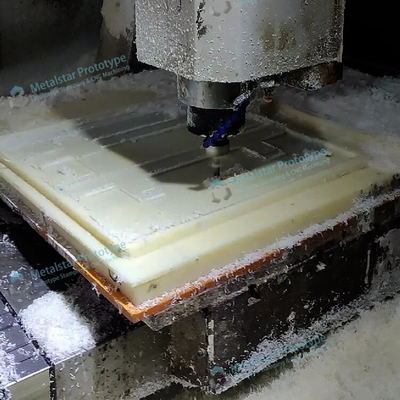
| Grondstoffen: | ABS-platen voor het frezen | Type verwerking: | Vinnige CNC-bewerking, CNC-frees |
|---|---|---|---|
| Afwerking van het oppervlak: | Het polijst is glad | Tolerantie: | +/- 0,20 mm of maximaal +/- 0,10 mm |
| Gebruik: | als gereedschap voor het stempelen van prototypes | Levertyd: | 7 - 9 werkdagen |
| Markeren: | ABS snelle kunststof CNC-bewerking,ABS-cnc-bewerking van kunststof,prototype stempelen kunststof cnc-bewerking |
||
De controle van de oppervlakte ruwheid van kunststof prototype onderdelen geproduceerd door middel van CNC-bewerking is een belangrijke overweging.Hier zijn enkele belangrijke factoren en technieken om te helpen bij het beheer van de bewerkingsoppervlakte ruwheid:
Selectie van het snijgereedschap:
Kies snijgereedschappen met de juiste geometrie, zoals scherpe randen en juiste rakehoeken, om oppervlaktebeschadigingen en boeren te minimaliseren.
Gebruik gereedschappen van karbied of snelstalen staal (HSS), omdat deze gemakkelijker afwerken dan gereedschappen van lagere kwaliteit.
Snijparameters:
Optimaliseer de snijsnelheid, de voersnelheid en de snijdiepte om de gewenste oppervlakte afwerking te bereiken.
In het algemeen resulteert hogere snij snelheden, lagere toevoersnelheden en geringe snijdiepte in een betere oppervlaktekwaliteit.
Experimenteer met verschillende combinaties van parameters om de optimale instellingen te vinden voor het specifieke kunststofmateriaal en de onderdelengeometrie.
Strategie van het werktuigpad:
Gebruik passende strategieën voor het gebruik van gereedschapspaden, zoals constant-Z, constant-scallop of adaptieve opruiming, om een consistente chipbelasting te behouden en oneven oppervlakken te voorkomen.
Vermijd scherpe veranderingen in de richting van het gereedschap, omdat dit tot oppervlakte-onregelmatigheden kan leiden.
Bevestiging en bevestiging van het werkstuk
Zorg ervoor dat het werkstuk stevig wordt vastgeklemd en ondersteund om trillingen te voorkomen die de oppervlakte kunnen beschadigen.
Gebruik vacuümschokken, zachte kaken of andere gespecialiseerde bevestigingsmethoden om de beweging van het werkstuk tijdens het bewerken tot een minimum te beperken.
Koelmiddel en smeermiddel:
Gebruik een geschikt koelmiddel of smeermiddel om de ophoping van warmte te verminderen, wrijving te minimaliseren en de splinterstukken te verlichten.
Een goed koelmiddelbeheer kan bijdragen tot verbetering van de oppervlaktekwaliteit en verlenging van de levensduur van het gereedschap.
Na-verwerking:
Overweeg vervolgens afwerking, zoals schuurwerk, polijsten of polijsten, om de gladheid van de bewerkte kunststofonderdelen verder te verbeteren.
De keuze van de grootte en de techniek van het slijpkorrels kan een aanzienlijke invloed hebben op de uiteindelijke afwerking van het oppervlak.
Materiaalkeuze:
Verschillende kunststofmaterialen hebben inherente oppervlakte-eigenschappen die van invloed kunnen zijn op de bereikbare ruwheid.
Materialen zoals polycarbonaat (PC) of acryl (PMMA) kunnen bijvoorbeeld over het algemeen gladdere oppervlakken produceren in vergelijking met meer ductiele kunststoffen zoals ABS of nylon.
Machinetoestand en onderhoud:
Zorg ervoor dat de CNC-machine goed onderhouden wordt, met regelmatige reiniging, smering en uitlijningscontroles om trillingen en slijtage van gereedschap te minimaliseren.
Controleer de toestand van de snijgereedschappen en vervang ze indien nodig om de kwaliteit van het oppervlak constant te houden.
Door deze factoren zorgvuldig in overweging te nemen en de beste praktijken in CNC-bewerking toe te passen, kunt u de oppervlaktrapheid van plastic prototypeonderdelen effectief beheersen en optimaliseren,voldoet aan de gewenste esthetische en functionele eisen.
Contactpersoon: Amy Ao
Tel.: +86 13825157858